
Feadáin ubhchruthacha cothromTá siad ubhchruthach cothrom i dtrasghearradh (ais fhada 80-200mm, ais ghearr 30-80mm), agus tá fadhbanna ag baint le fadhbanna cosúil le sceitheadh trasghearrtha agus burrs iomarcacha nuair a bhíonn dronuillinneacha á ngearradh. Teastaíonn próisis agus uirlisí gairmiúla chun próiseáil bheacht a bhaint amach chun cáilíocht an táthúcháin nó an tionóil ina dhiaidh sin a chinntiú.
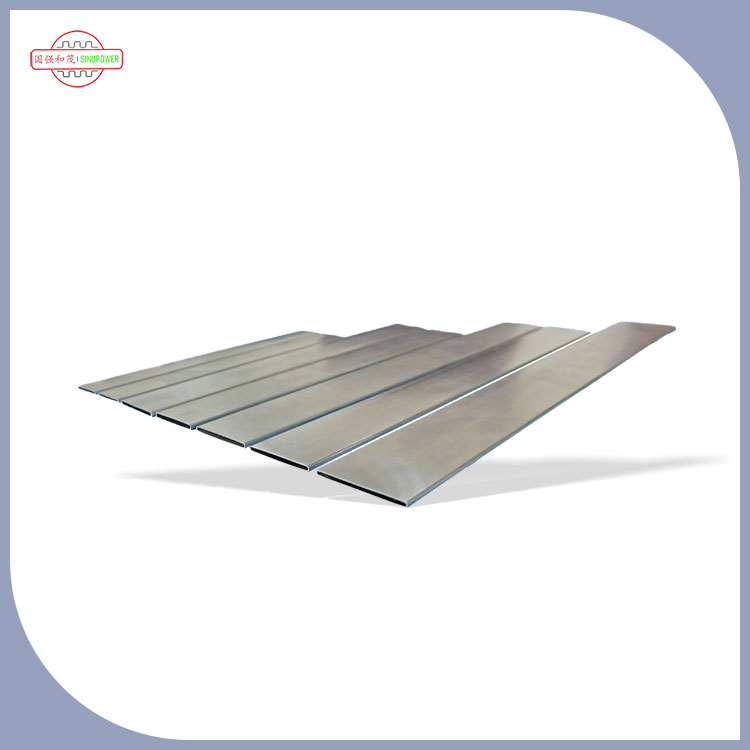
Tá an deacracht a bhaineann le gearradh ar na tréithe trasghearrthacha. Mar gheall ar struchtúr neamhshiméadrach na bhfeadán ubhchruthach cothrom, tá sé deacair cruinneas na huillinne ceart a chinntiú go bhfuil an modh traidisiúnta uile-oireann. Má tá an diall uillinne gearrtha níos mó ná 1 °, beidh an bhearna chomhpháirteach níos mó ná 0.5mm, a théann i bhfeidhm ar an neart táthúcháin. Ina theannta sin, nuair a bhíonn tiús an bhalla feadáin (2-5mm de ghnáth) míchothrom, tá seans ann go dtarlóidh róthéamh agus dífhoirmiúchán áitiúil. Go háirithe i bpróiseáil ábhar cruach dhosmálta, beidh scála ocsaíd mar thoradh ar theocht ard, rud a mhéadóidh an costas meilte ina dhiaidh sin.
Ní mór do roghnú uirlisí an t -ábhar agus na sonraíochtaí a mheaitseáil. Maidir le feadáin ubhchruthach cruach íseal-charbóin, moltar gearradh plasma (reatha 80-120A), le luas gearrtha de 10-15mm/s, agus is féidir earráid ingearach na rannóige a rialú laistigh de 0.3mm/m; Maidir le hábhair chruach dhosmálta, is fearr gearradh léasair (Power 500-1000W), a thuigeann próiseáil gan teagmháil trí bhíomaí solais ardfhuinnimh a tharchuireann snáithín optúil, le crios teasa de <0.1mm chun creimeadh idirghránna a sheachaint. Is féidir le feadáin tanaí-bhalla (tiús <3mm) gearradh sreang CNC a úsáid le cruinneas ± 0.01mm, atá oiriúnach do phróiseáil chomhpháirte beachta.
Díríonn an próiseas oibríochta ar shuíomh agus ar shuíomh paraiméadair. Sula ngearrtar é, ní mór na feistis phíobáin a shocrú le daingneáin chun a chinntiú go bhfuil an líne ghearrtha ingearach leis an ais (diall ≤0.5 °), agus go ndéantar fórsa clampála an daingneáin a rialú ag 5-10MPA chun dífhoirmiú a chosc; Le linn gearradh plasma, coinnítear an nozzle 3-5mm ar shiúl ó bhalla an phíobáin, agus socraítear an brú gáis (aer nó nítrigin) go 0.6-0.8MPA chun dibhéirseacht stua a sheachaint; Ní mór do ghearradh léasair an suíomh fócais a choigeartú de réir tiús an bhalla, agus déantar fócas na bpíopaí tiubh a choigeartú síos go 1/3 de bhalla an phíobáin chun an treá gearrtha a fheabhsú.
Bíonn tionchar ag próiseáil ina dhiaidh sin ar an gcaighdeán deiridh. Tar éis é a ghearradh, tá gá le grinder uillinne (le roth meilte 120-grit) chun burrs a bhaint chun an gharbha trasghearrtha a dhéanamh RA≤12.5μm; Caithfear píopaí cruach dhosmálta a phéinteáil (tumtha i dtuaslagán aigéad nítreach ar feadh 10-15 nóiméad) chun meirge a chosc ar an ngearradh. Maidir le radhairc a bhfuil riachtanais bheachtais ard acu (mar shampla cóimeáil píopa sceite gluaisteán), ní mór an diall dronuillinn a bhrath trí ionstraim tomhais trí chomhordú chun a chinntiú go gcomhlíonann sé caighdeán lamháltais ± 0.1 °.
Dronuillinneacha a ghearradh ar fFeadáin Lat OvalÉilíonn sé go mbreithneofaí sonraí feidhmíochta trealaimh agus sonraí próisis. Trí shuíomh beacht, trí leas iomlán a bhaint as paraiméadair agus próiseáil ina dhiaidh sin, is féidir trasghearradh réidh agus éifeacht phróiseála beacht uillinne a bhaint amach, ag soláthar ráthaíochta bunúsach do shéalaithe agus neart struchtúrach an naisc phíblíne.